








Opis
| Część 1 – Parametry procesu produkcyjnego | 262 slajdy |
| Część 2 – Podstawy lean | 511 slajdów |
| Część 3 – Podstawy Teorii Ograniczeń | 142 slajdy |
| Część 4 – ToC – Werbel-Bufor-Lina | 67 slajdów |
| Część 5 – Systemy klasy ERP/MES/APS | 60 slajdów |
| Część 6 – ToC – Jak maksymalizować zyski | 70 slajdów |
| Część 7 – Lean – organizacja gniazd produkcyjnych | 111 slajdów |
| Część 8 – Lean – mapowanie strumienia wartości – transformacja fabryki | 143 slajdy |
| Część 9 – Porównanie Lean, teorii ograniczeń, ERP/MRPII i SixSigma | 29 slajdów |
| Łącznie – 1395 slajdów | |
| Roczna gwarancja dostępu do najnowszej wersji materiałów | |
Parametry Procesu produkcyjnego – spis treści
- Parametry procesu produkcyjnego wg Lean
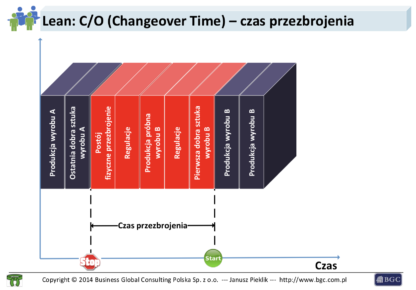
- C/O – Changeover Time (Setup Time) – przezbrojenie
- Niewygodne pytania
- Definicja czasu przezbrojenia
- Przezbrojenie klasyczne
- Przezbrojenie szybkie SMED
- Przezbrojenie OTED – One Touch Exchange or Die
- Pytania kontrolne
- C/T Cycle Time – czas cyklu
- Wiele definicji C/T
- Symulacja C/T
- Trudne przypadki określenia C/T
- C/T w elektrowni
- C/T w kopalni węgla
- C/T w rafinerii
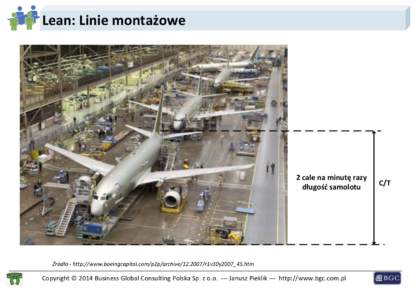
- Linie montażowe
- Pytania kontrolne
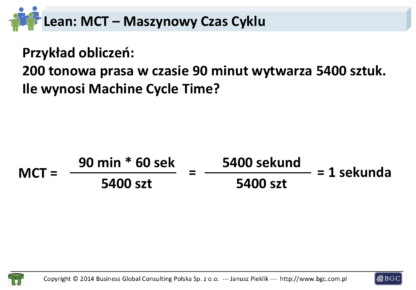
- MCT -Machine Cycle Time
- Definicja
- Przykłady obliczeń
- Pytania kontrolne
- EMCT – Effective Machine Cycle Time – Efektywny Maszynowy Czas Cyklu
- Definicja
- Przykłady obliczeń
- C/T Person
- Definicja
- Przykłady obliczeń
- C/T średnio ważony
- Definicja
- Przykłady obliczeń
- Target Cycle Time – Docelowy Czas Cyklu
- Definicja
- Przykłady obliczeń
- L/T Lead Time – Czas Przejścia
- Definicja
- Symulacja
- Całkowity szacowany Lead Time
- Pytania kontrolne
- VA – Czas dodawania wartości
- Definicja
- Symulacja
- Marnotrawstwo
- VA na tle C/T
- Typy marnotrawstwa
- Pytania kontrolne
- EPEx/EPEI – Every Part Every Interval
- Definicja
- Wzory
- Średni popyt
- Przykład 1
- Przykład 2
- Przykład 3
- Przykład 4
- Warunki konieczne do posługiwania się EPE
- Pytania kontrolne
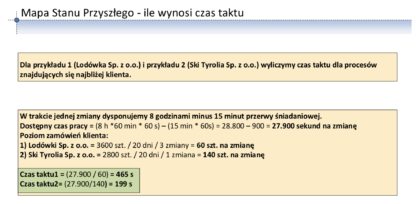
- TT – Takt Time – czas taktu
- Definicja
- Przykłady
- Boeing
- HondaJet
- Lockheed Martin
- General Motors
- Airbus A320
- Boeing 737
- Stocznia Meyer Werft (Niemcy)
- Przykład obliczeniowy – 1
- Przykład obliczeniowy – 2
- Przykład obliczeniowy – 3
- TT – trudne jednostki zamówienia
- Zarządzanie czasem taktu
- Wady zarządzania opartego na TT
- Takt Time & OEE (Overall Equipment Effectiveness – Wskaźnik wykorzystania maszyn)
- Pytania kontrolne
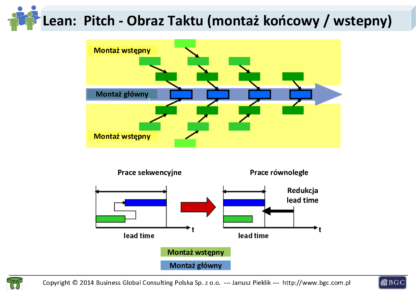
- Image Takt Time (Pitch) – Obraz taktu
- Definicja
- Obliczenia
- Pitch – montaż końcowy / montaż wstępny
- Obraz Taktu na przykładzie bombowca B24
- Obraz taktu w ramach SCM (Łańcucha Dostaw)
- Obraz taktu, a lewelowanie
- Obraz Taktu – pytania kontrolne
- Inverse Pitch – Odwrócony obraz taktu
- Definicja
- Przykłady
- Downtime – przestoju
- Definicja
- Pytania kontrolne
- Batch – Partie
- Uptime – dostępność
- Definicja
- Przykłady
- Pytania kontrolne
- Quality – Jakość
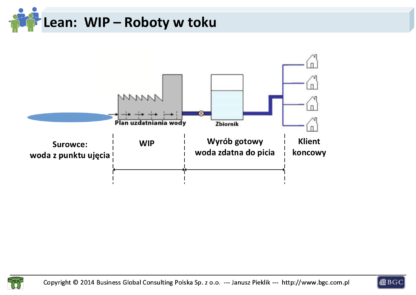
- WIP – Work In Progress – Produkcja w Toku
- WIP na linni produkcyjnej
- WIP w Zakładzie komunalnym
- Metody zmniejszania WIP
- Agresywne zmniejszanie WIP
- Wiarygodne dane o datach
- Przejście na MTO (Make To Order – Produkcja na zamówienie)
- Drastyczne cięcie poziomu surowców
- Struktura zapasów na przykładzie fabryki
- Pytania kontrolne
- SWIP – Standard Work In Progress
- Pozorna efektywność via rzeczywista efektywność wg T. Ohno
- Rodzaje zapasów wg Lean
- Modele zarządzania zapasami
- C/O – Changeover Time (Setup Time) – przezbrojenie
- Parametry procesu produkcyjnego – ERP
- Zasoby maszynowe
- Zasoby ludzkie
- Ograniczenia drugorzędowe
- Koszt pracy zasobu
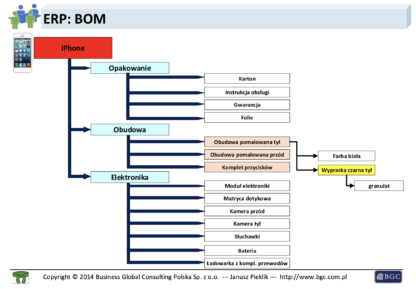
- BOM
- SuperBOM
- Marszruta
- Czas kolejki
- Czas przezbrojenia tpz
- Czas jednostkowy tj
- Czas oczekiwania
- Czas przesunięcia do kolejnej operacji
- Czas podwykonawstwa
- Parametry procesu produkcyjnego wg Teorii Ograniczeń
- NP – zysk netto
- ROI – zwrot z inwestycji
- T -przerób
- I – inwestycje
- OE nakłady operacyjne
- Tu – przerób jednostkowy
- TTp – przerób całkowity
- Analiza wykorzystania zasobu ograniczającego – CCR
- Analiza asortymentu
- Symulacja wyników firmy
- Analiza decyzji menadżerskich
Podstawy Lean – spis treści
- Czy ktoś poza automotive wdraża lean manufacturing
- Pozycja Toyoty
- O co się bijemy
- Porsche Lean Story
- Lean Thinking
- Wartość
- Identyfikowanie strumienia wartości
- Przepływ
- Wyciąganie
- Perfekcja / doskonałość
- Pytania kontrolne
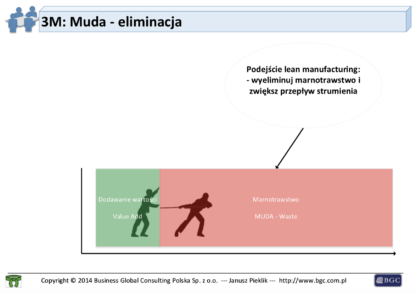
- MUDA & 3M
- MUDA na produkcji
- MUDA w logistyce
- Typ 1 MUDA
- Typ 2 MUDA
- MUDA na tle czasu dodawania wartości VA
- Eliminacja MUDA
- Podejście tradycyjne
- Podejście Lean
- Siedem (osiem) typów MUDA
- Nadprodukcja
- Zapasy
- Ruch
- Oczekiwanie
- Transport
- Przetwarzanie
- Braki i ich naprawa
- (Talent)
- The Best Practices
- Siedem (osiem) typów MUDA w Lean Logistics
- Siedem typów MUDA w przedsiębiorstwie usługowym
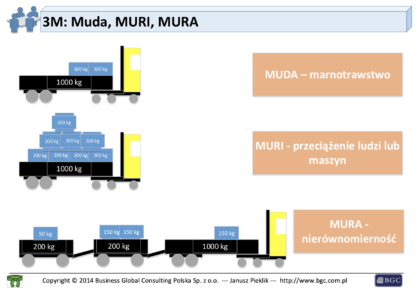
- MUDA, MURI, MURA
- Definicje
- Przykłady praktyczne
- MUDA, MURI, MURA na harmonogramie produkcji
- Audyty 3M
- Pytania kontrolne
- 3P Proces Przygotowanie Produkcji / Procesu Logistycznego
- Metoda projektowania procesu produkcyjnego
- Szesnaście kroków
- Przykłady
- Audyt 3P
- Pytania kontrolne
- 4M – Material, Machine, Man, Method
- 1M
- 2M
- 3M
- 4M
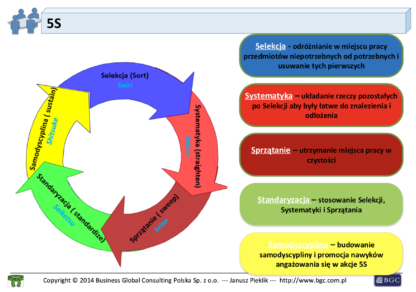
- 5S
- Co to jest 5S
- Po co odrywać pracowników od pracy
- Selekcja
- Systematyka
- Sprzątanie
- Standaryzacja
- Samodyscyplina
- 5S i trzy filary Gemba Kaizen
- Selekcja
- Strategia czerwonych etykiet
- Strategia czerwonych obszarów
- Selekcja w lean logistics
- Algorytm wdrożenia strategii czerwonych etykiet
- Systematyka
- Przykład organizacji stacji narzędziowej
- Przykład oznaczenia półek
- Narzędzia w obrysach
- Selekcja + Systematyka
- Case Study – Przed i po
- Sprzątanie
- Ukryty cel sprzątania
- Algorytm wdrożenia sprzątania
- Standaryzacja
- 3S Standaryzacji
- Samodyscyplina
- Pytania kontrolne
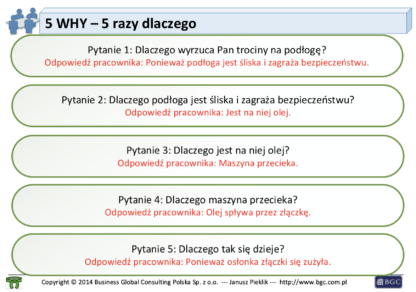
- Metoda 5WHY
- Dlaczego 5WHY
- Praktyczny przykład – 1
- Zastosowanie
- Przykład praktyczny -2
- Pytania kontrolne
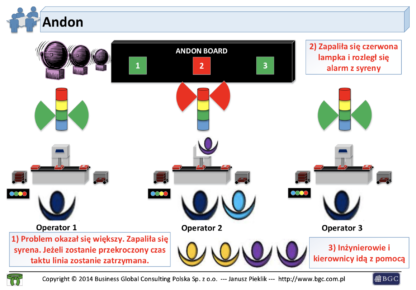
- Andon
- Symulacja
- Przykłady praktyczne
- Pytania kontrolne
- Poka-Yoke
- Zapobieganie błędom
- Zero defektów
- Idioto-odporność
- Żelazne reguły Poke Yoka
- Efekt góry lodowej
- Wykres Ishikawy (Fish Bone)
- Lean Logistics
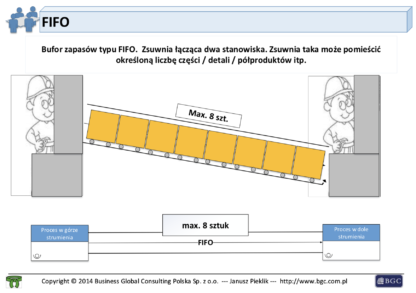
- FIFO – First-In-First-Out
- FIFO – sekwencyjne wyciąganie
- FIFO na produkcji
- FIFO w centrum logistycznym
- Symulacja
- Pytania kontrolne
- Gemba
- Gemba
- Gemba Walk
- Gemba Circle
- Idea
- Pytania kontrolne
- Jidoka
- Porównanie systemu bez i z Jidoka
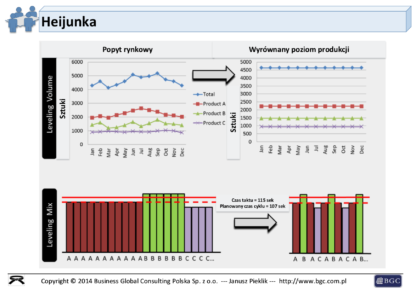
- Heijunka
- Tradycyjne obciążenie produkcji via wyrównane obciążenie produkcji
- Przykład obliczeń kalkulacji cyklu heijunka Ch
- Ilustracja cyklu heijunka
- Przykłady praktyczne
- Wsparcie systemów ERP dla heijunka
- SAP ERP
- Microsoft Dynamics AX
- QAD EA
- Pytania kontrolne
- Kaizen
- Kaikaku
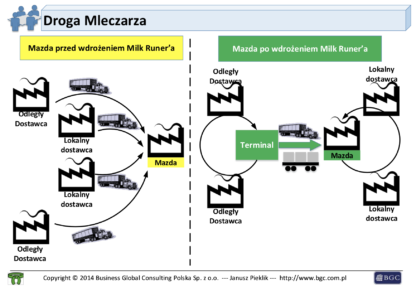
- Droga Mleczarza
- Idea
- SCM bez wykorzystania “Drogi Mleczarza
- Droga Mleczarza w łańcuchu dostaw
- Przypadek Mazdy
- Przypadek międzynarodowego złożonego łańcucha dostaw
- Water Spider – Mizusumashi Cycle
- Sprawny przepływ materiałów na hali produkcyjnej
- Layout fabryki z zaimplementowanym Water Spider
- Przykłady paktyczne
- Pytania kontrolne
- Mapowanie Strumienia Wartości
- Cel mapowania strumienia wartości
- Trzy typy map strumienia wartości
- Mapa stanu obecnego
- Mapa stanu idealnego
- Mapa stanu przyszłego
- Wybór rodziny produktów w firmie
- Przedsiębiorstwo produkcyjne
- Przedsiębiorstwo usługowe
- Układ mieszany Pull-Push
- Zaznaczanie alternatywnych operacji
- Zawroty procesów – zapętlenia
- Pareto – reguła 80/20
- Wybór rodziny produktów na podstawie analizy PQRP
- Menadżer strumienia wartości
- Mapowanie stanu obecnego
- Krok 1 – Wymagania klienta
- Krok 2 – przedstawienie procesów, ikon danych i trójkątów zapasów
- Krok 3 – Przepływ materiałów
- Krok 4 – przepływ informacji i strzałki pchania
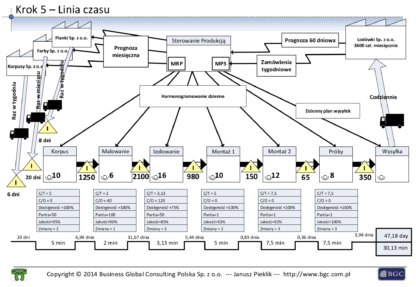
- Krok 5 – linia czasu
- Przykład praktyczny
- Procesy chemiczne / farmaceutyczne / spożywcze
- Procesy w przedsiębiorstwie handlowym
- Stosowane symbole
- Symbole dotyczące przepływu materiałów
- Symbole dotyczące przepływu informacji
- Symbole ogólne
- Pytania kontrolne
- TPS – Toyota Production System
- SMED – Single Minute Exchange of Die – szybkie przezbrojenia
- Shigeo Shingo
- Historia SMED
- Usprawnienie przezbrojenia – efekty
- Ekonomiczna wielkość partii
- Przezbrojenia w praktyce
- Osiem kroków szybkiego przezbrojenia
- Realna dokumentacja przezbrojenia
- Separacja wewnętrznych i zewnętrznych operacji
- Przesuń wewnętrzne zadania do zewnętrznych
- Usprawnij wszystkie zewnętrzne zadania
- Zidentyfikuj zadania równoległe
- Usprawnij zadania wewnętrzne
- Praktykuj nową metodę przezbrojenia
- Udokumentuj nowy standard
- Pytania kontrolne
- Kanban
- Kiedy stosować Kanban
- Wygląd przykładowej karty kanban
- Kanban jako sygnał
- Sześć typów różnych pętli kanban
- System kabnan z jedną karta
- Pytania kontrolne
- Przepływ jednej sztuki – One piece flow
- Typowa wioska procesowa
- Przepływ jednej sztuki
- Zalety
- Dlaczego wdrożenie jest tak trudne
- Organizowanie pozornego przepływu
- Kultura ujawniania błędów
- Od Push do One-piecie-flow
- Push MRP
- Pull typu supermarket
- Sekwencyjny Pull
- One piece flow
- Przykład Boeinga
- Przykład przemysłu zbrojeniowego
- Przykład Audi
- Przypadek Volvo Truck
- Przypadek producenta domów prefabrykowanych
- Przypadek branży elektronicznej (Hi Tec)
- Przypadek HondaJet
- Pytania kontrolne
- A3
- Koncepcja A3 na przykładzie
- TPM – Total Productivity Ma – Totalne Zarządzanie Utrzymaniem Ruchu
- Historia TPM
- Cele TPM
- Definicja TPM
- Sześć wielkich strat
- OEE
- Filary TPM
- Strategia Blue & Red Tags
- Pytania kontrolne
Podstawy Teorii Ograniczeń – spis treści
- Udokumentowane korzyści z wdrożenia Teorii Ograniczeń
- Eliyahu Goldratt
- Trudne pytania:
- W jakiej kolejności produkować zamówienia klientów
- Ekonomia skali i wielkość partii
- Ile kosztuje realizacja harmonogramu produkcji
- Czy MRP jeszcze komuś wystarcza
- Jak MRP traktuje wąskie gardła
- Czy można na bieżąco oceniać wyniki produkcji
- Czy ERP/MRP skutecznie zarządza produkcja
- Czy ekonomia się oby nie myli
- Podejście teorii ograniczeń do produkcji
- Co to jest ograniczenie
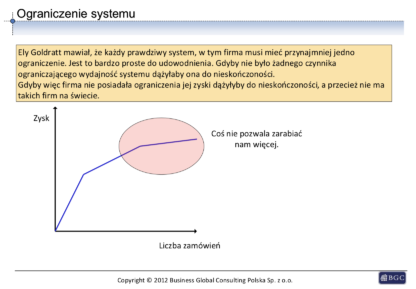
- Ograniczenie systemu
- Przykłady praktyczne
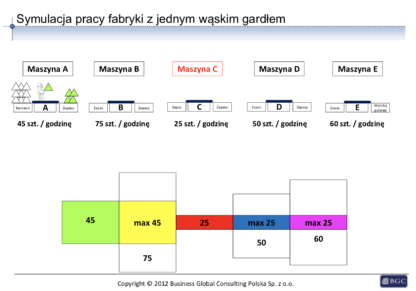
- Symulacja fabryki z jednym wąskim gardłem
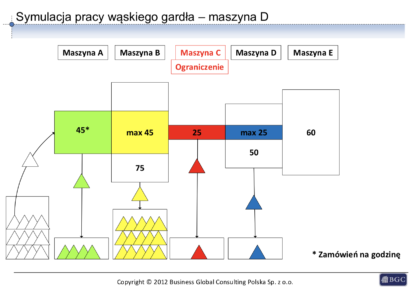
- Symulacja pracy wąskiego gardła
- Charakter ograniczeń
- Typy ograniczeń
- Ograniczenia materiałowe
- Ograniczenia fizyczne (brak zasobów)
- brak zasobów maszynowych
- brak zasobów ludzkich
- brak wiedzy i kompetencji
- brak rynku
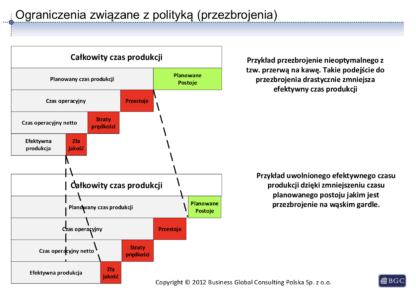
- Ograniczenia związane z polityką
- przezbrojenia
- przestoje
- poprawa jakości
- duże partie produkcyjne
- Typy ograniczeń
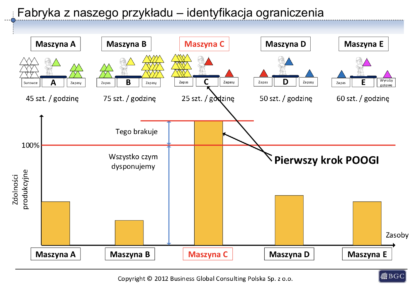
- Proces ciągłego doskonalenia POOGI
- Krok 1 – Zidentyfikuj ograniczenie
- Dane z systemu ERP/MRPII
- Wizualne cechy ograniczenia
- Pułapki praktyczne
- Jeden zasób ograniczający
- Pływający zasób ograniczający
- Przypadek ograniczenia zewnętrznego
- Krok 2 – Zdecyduj się jak eksploatować ograniczenie
- Ile kosztuje praca zasobu ograniczającego
- Źródła strat w przedsiębiorstwie produkcyjnym
- OEE
- Jak maksymalnie wyeksploatować wąskie gardło
- Ile wynosi zdolność (potencjał) produkcyjna zakładu
- Inwestycje
- MUDA – marnotrawstwo
- Krok 3 – Podporządkuj wszystko ograniczeniu
- Jak zsynchronizować pracę gniazd produkcyjnych
- Zadania działu zakupów
- Zadania utrzymania ruchu
- Krok 4 – Podnieś wydajność ograniczenia
- Bezinwestycyjne sposoby zwiększania wydajności wąskiego gardła
- Inwestycje
- Krok 5 – Powrót do kroku 1
- Krok 1 – Zidentyfikuj ograniczenie
- Podsumowanie POOGI
- Zalety
- Kluczowe zagrożenia
ToC – Werbel – bufor – lina – spis treści
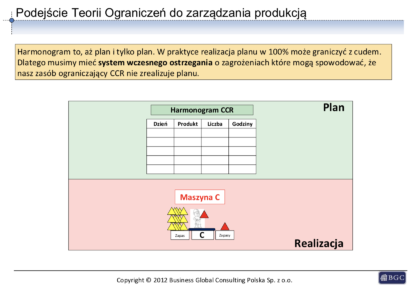
- Podejście teorii ograniczeń do zarządzania produkcją
- Plan – realizacja
- Przepływ materiałów
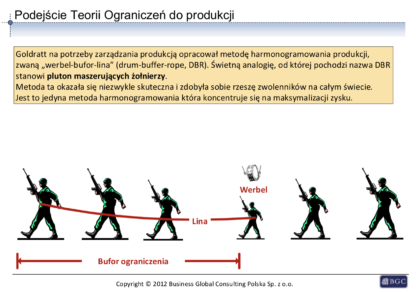
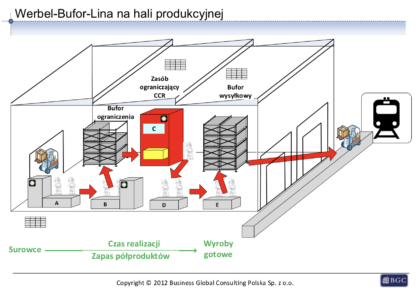
- Werbel – bufor – lina
- Jedyna metoda harmonogramowania produkcji koncentrująca się na maksymalizacji zysku
- Analogia do plutonu maszerujących żołnierzy
- Elementy układanki
- Werbel
- Bufor
- Lina
- Werbel najważniejsze narzędzie planisty
- Przykład harmonogramu
- Bufor – system monitorowania realizacji produkcji
- Gdzie fizycznie umieścić bufor na hali produkcyjnej
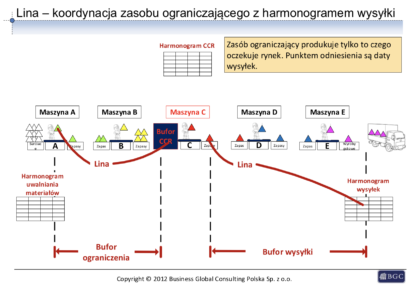
- Lina – system uwalniania materiałów pod zlecenie produkcyjne
- Lina – koordynacja zasobu ograniczającego z harmonogramem wysyłki
- Gdzie fizycznie umieścić bufor wysyłkowy
- Postępowanie z materiałami które nie przechodzą przez wąskie gardło
- Trzy rodzaje buforów:
- Bufor CCR
- Bufor wysyłkowy
- Bufor montażowy
- Podział na funkcje planistyczne i monitoring realizacji
- Algorytm wyznaczania idealnej daty realizacji
- Krok 1 – data realizacji
- Krok 2 – Obliczanie LDB
- Krok 3 – harmonogramowanie werbla
- Krok 4 – harmonogramowanie zasobów za werblem
- Krok 5 – harmonogramowanie zasobów przed werblem
- Prognozowanie popyty w teorii ograniczeń:
- MTO – produkcja na zamówienie klienta
- MTS – produkcja na magazyn
- Metoda werbel – bufor – lina, a obsługa dystrybucji i VMI
- Dlaczego tak wiele przedsiębiorstw produkuje na magazyn
- Podstawowe sprzeczności MTS i teorii ograniczeń
- Produkcja w dużych partiach
- Rola prognozowania popytu
- SDBR – uproszczona metoda werbel – bufor – lina
- Werbel – bufor – lina
- Główne korzyści
- Podstawowe wątpliwości
- Przykład werbel – bufor – lina w centrum dystrybucji Intela.
Systemy klasy ERP/MES/APS & SixSigma – spis treści
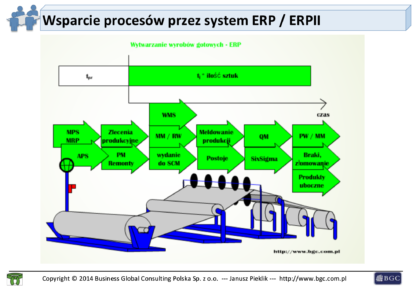
- Wsparcie procesów przez systemy klasy ERP / MRPII
- Rejestracja czasu pracy – tj
- Rejestracja czasu przezbrojenia – tpz
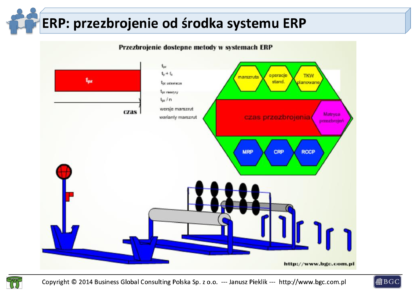
- Przezbrojenie od środka systemu ERP
- Przezbrojenie w ERP via lean manufacturing
- Proces produkcyjny ERP via lean manufacturing
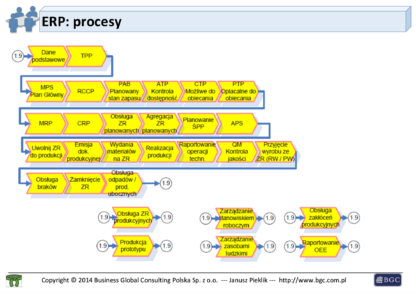
- ERP procesy produkcyjne
- Wydziały
- Zasoby produkcyjne
- Techniczne Przygotowanie Produkcji
- BOM – struktura produktu
- Macierz przezbrojeń
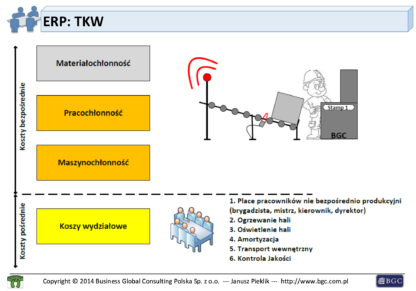
- TKW – Techniczny Koszt Wytworzenia
- 12 poziomowy model dojrzałości kosztów wg IFAC
- Ślepy
- Kalkulacja Etapów Procesu
- Koszty bezpośrednie i pośrednie
- Kalkulacja kosztów grup produktów i grup usług
- Kalkulacja kosztów na poziomie konkretnych indeksów produktów usług z narzutek kosztów pośrednich
- Polepszona kalkulacja kosztów pośrednich
- Kalkulacja kosztów obsługi i raportowanie rentowności produktów
- Kalkulacja kosztów niewykorzystanych zasobów
- Pull Activity Based Resource Planning
- Time-driven ABC – sterowany czasem rachunek kosztów działań
- Resource Consumption Acounting – Rachunek kosztów zasobowych
- Symulacje
- ABC/RCA – trzy kluczowe elementy każdej organizacji produkcyjnej
- ABC/RCA – Procesowy rachunek kosztów
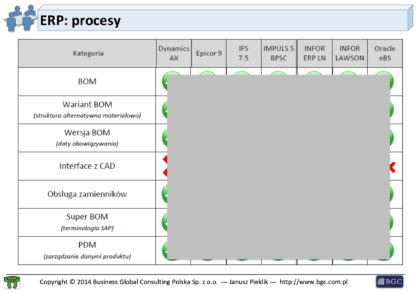
- Wsparcie procesów produkcyjnych przez dostępne w kraju systemy klasy ERP
- Wsparcie produkcji typu lean przez dostępne w kraju systemy klasy ERP
- Planowanie i harmonogramowanie szczegółowe produkcji
- Zarządzanie popytem
- Efekt “Byczego bicza”
- Odmienność zarządzania popytem w lean
- Zarządzanie popytem wg teorii ograniczeń
- Zarządzanie popytem w ramach SCM (łańcucha dostaw)
- MTO – Make To Order
- MTO v EDI
- MTO v FA (bez montażu końcowego)
- MTS
- Maksymalizacja zysków
- Obiekty optymalizacji wg ERP, Lean, Teorii ograniczeń
- Kłopoty wdrożeniowe ERP, lean, Teoria ograniczeń
- SixSigma
ToC – jak maksymalizować zyski – spis treści
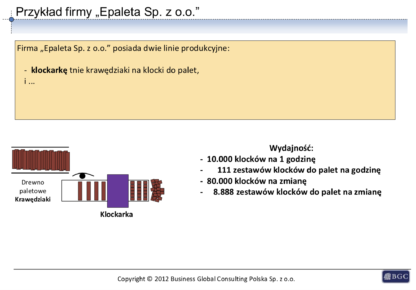
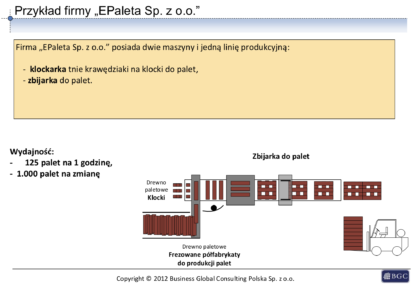
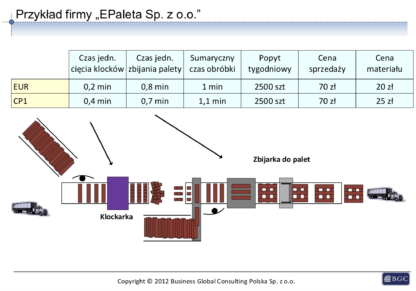
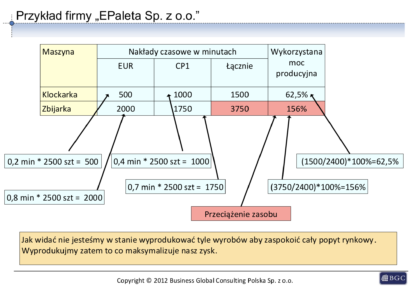
- Przykłady liczbowe firmy EPaleta Sp. z o.o.
- Produkcja zgodnie z zasadami ekonomii
- Produkcja wbrew zasadom ekonomii
- Porównanie wyników
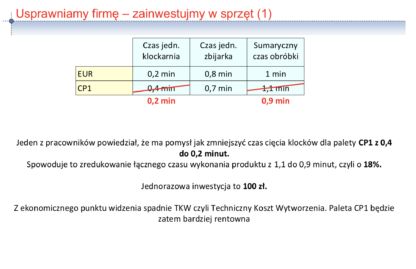
- Inwestycja na hali produkcyjnej zgodnie z zasadami ekonomii
- Inwestycje wbrew zasadom ekonomii
- Porównanie wyników
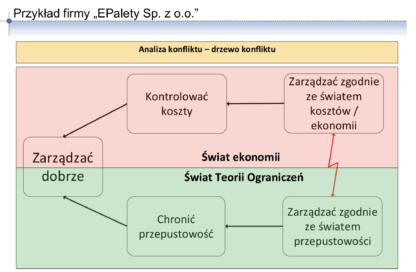
- Analiza konfliktu – drzewo konfliktu
- Teoria ograniczeń + Lean + ERP
Organizacja gniazd produkcyjnych – spis treści
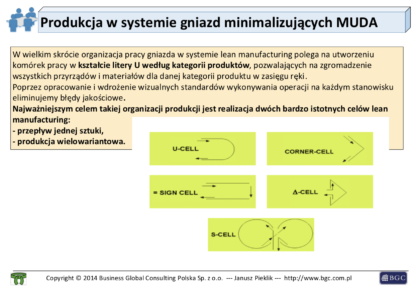
- Produkcja w systemie gniazd minimalizujących MUDA
- Typowe efekty
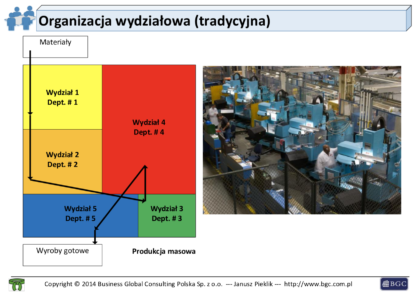
- Tradycyjna organizacja gniazd produkcyjnych
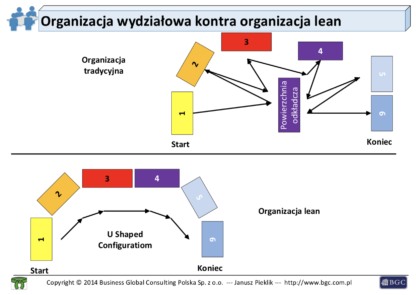
- Organizacja wydziałowa
- Organizacja lean
- Organizacja lean typu U zautomatyzowana (zrobotyzowana)
- Organizacja wydziałowa kontra lean
- Zaleta – redukcja powierzchni roboczej
- Zaleta 2 – redukcja odległości
- Zaleta 3 – poprawa komunikacji pomiędzy operatorami
- Zaleta 4 – obniżenie WIP
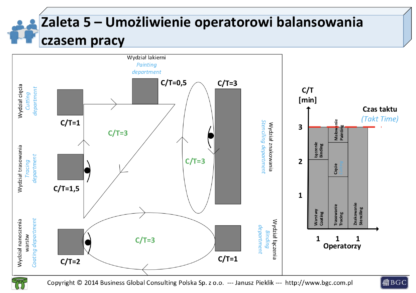
- Zaleta 5 – umożliwienie operatorowi balansowania czasem pracy
- Wady
- Kierunek przemieszczania w gnieździe
- Elastyczność konfiguracji gniazda U
- Kółka (metoda 3P)
- Symulacja pracy gniazda – 1 operator
- Symulacja pracy gniazda – 3 operatorów
- Najczęściej spotykane konfiguracje gniazda typu U
- Obieg
- Podział pracy
- Model odwrotny
- Combo
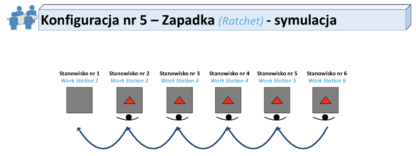
- Zapadka
- Inne preferowane konfiguracje:
- Typ L
- Linia
- Klatka
- Operatorzy na zewnątrz gniazda
- Projektowanie gniazda
- Warunek absolutny
- Porównanie dwóch modeli pracy
- Sterowanie zdolnością produkcyjną w gnieździe
- Przypadek jednego operatora
- Przypadek dwóch operatorów
- Przypadek trzech operatorów
- Projektowanie gniazda – obliczania liczby operatorów w gnieździe
- Projektowanie gniazda – przepływ materiałów
- Symulacja przepływu materiałów w gnieździe
- Przypadki praktyczne
- Problemy zarządzania operatorami
- Motywowanie operatorów w gnieździe
- Utrzymanie ruchu
- BHP
- Projektowanie one-piece-flow
Mapowanie strumienia wartości – spis treści
- Ćwiczenie mapowanie stanu obecnego przedsiębiorstwa Lodówki Sp. z o.o.
- Krok 1
- Krok 2
- Krok 3
- Krok 4
- Krok 5
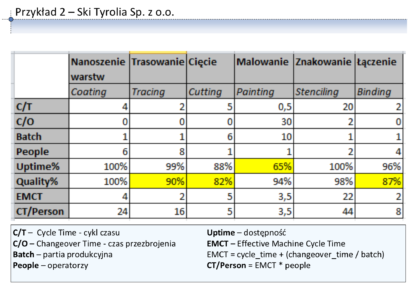
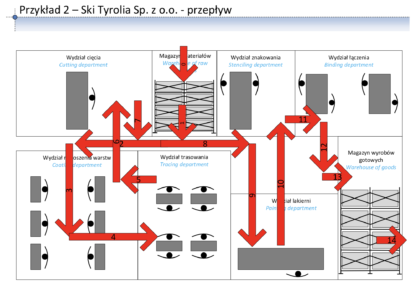
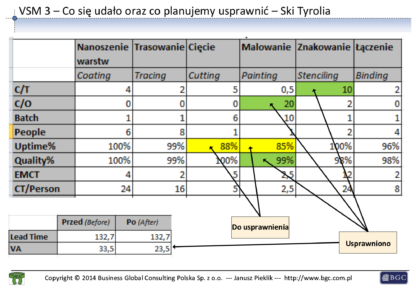
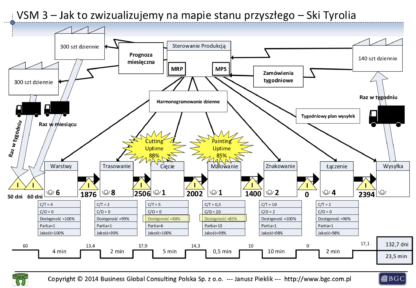
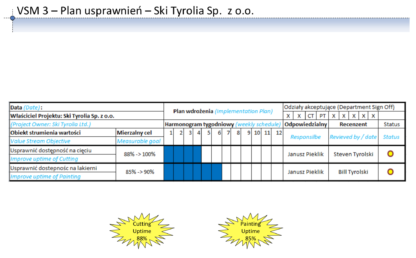
- Ćwiczenie mapowania stanu obecnego przedsiębiorstwa SKI Tyrolia Sp. z o.o.
- Krok 1
- Krok 2
- Krok 3
- Krok 4
- Krok 5
- Ski Tyrolia Sp. z o.o.
- Mapa stanu obecnego
- Mapa stanu idealnego
- Innowacje Kaikaku kontra Kaizen
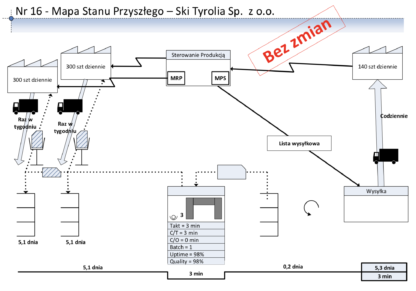
- Mapa stanu przyszłego
- Krok 1 – mapa 1
- Krok 2 – mapa 2
- Krok 3 – mapa 3
- Krok 4 – mapa 4
- Krok 5 – mapa 5
- Krok 6 – mapa 6
- Krok 7 – mapa 7
- Krok 8 – mapa 8 (pierwsze usprawnienie pull)
- Krok 9 – mapa 9
- Krok 10 – mapa 10
- Krok 11 – mapa 11
- Krok 12 – mapa 12
- Krok 13 – mapa 13
- Krok 14 – mapa 14
- Krok 15 – mapa 15
- Krok 16 – mapa 16
- Krok 17 – mapa 17
Porównanie Lean / ERP / ToC / SixSigma – spis treści
- Podobieństwa lean, ToC i ERP/MRPII
- Różnice lean, ToC i ERP/MRPII
- ToC i Lean razem
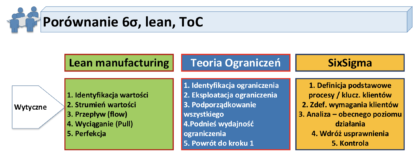
- Porównanie SixSigma, lean i ToC