



Opis
Najbardziej kompletny i wyjątkowy materiał w języku polskim na temat zarządzania produkcja w oparciu o Teorię Ograniczeń opracowaną izraelskiego fizyka Ely Goldratt’a i rozwinięta przez jego współpracowników. Materiał krok po kroku opisuje wszystkie szczegóły związane z metodą DBR (ang. Drum Buffer Ropę) i jej uproszczonej formy SDBR (Simplified Drum Buffer Rope).Z jej elementami i regułami rządzącymi w świecie ograniczeń. Poznasz architekturę procesów produkcyjnych zgodnie analizą VATI. Materiał dostarcza niezbędnej teorii, oraz porusza wątki praktyczne od prostych, po bardzo skomplikowane. Poznasz czym różni się ograniczenie (ang. Constraint) od wąskiego gardła (ang. bottleneck). Zdradzimy sekret o tym jak harmonogramować pracę ograniczenia, oraz co nieco o zarządzaniu buforem. Co nieco ponieważ metodzie zarządzania buforem poświęcona jest odrębna pozycja. Pływające ograniczenie nich typy, obecność wielu ograniczeń, produkcja MTS (Make to Stock), ATO (Assembly to Order), ETO (Engineering to Order), kooperacja, kontrola jakości, utrzymanie ruchu, kalkulacja wielkości partii produkcyjnej, zarządzanie przezbrojeniami, kapitałem ludzkim, obsługa awarii, wsparcie dziad badań i rozwoju itp. Omówiono także przypadek zawracających procesów (ang. RFS – Re-entrat Flow Shop). Dowiesz się o modyfikacjach Ely Schragenheim’a i konflikcie Teorii Ograniczeń działającej w modelu produkcji MTO z modelem MTS. Na koniec nawiążemy do skutecznych narzędziach lean manufacturing rodem z zakładów produkcyjnych Toyoty które doskonale wspierają metodę Drum Buffer Rope lub Simplified Drum Buffer Rope w osiąganiu celu systemu produkcyjnego. Metoda Werbel Bufor Lina jest bardzo ciekawą alternatywą zarządzania produkcją ponieważ jako jedyna odpowiada na pytanie jak zarządzał aby zarabiać więcej.
Spis treści
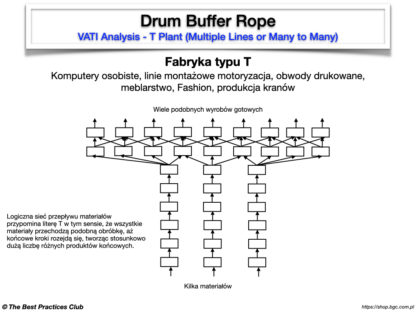
- VATI Analysis – Product Flow Analysis
- Shop Floor – Hala produkcyjna
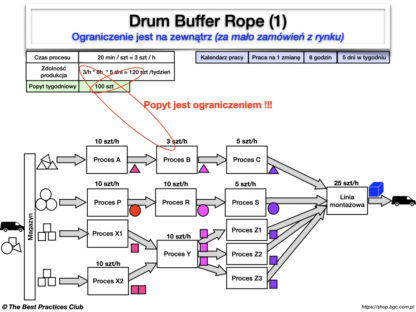
- Gdzie jest ograniczenie – przypadek 1
- Gdzie jest ograniczenie – przypadek 2
- Gdzie jest ograniczenie – przypadek 3
- Gdzie jest ograniczenie – przypadek 4
- Werbel Bufor Lina – wstęp
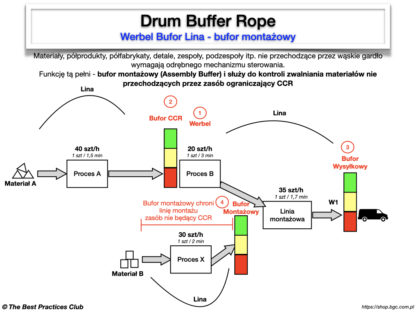
- DBR – ogólna koncepcja na przykładzie
- Gdzie umieścić bufor CCR
- Bufor wysyłkowy
- Bufor montażowy
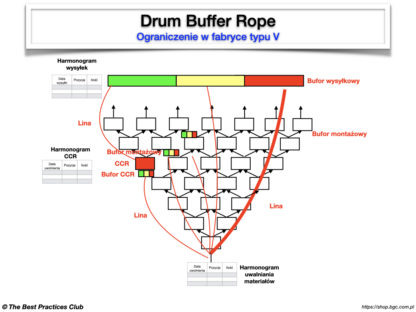
- DBR w architekturze VATI
- Pull czy Push
- Harmonogramowanie CCR
- Algorytm harmonogramowania
- Sugestie dotyczące harmonogramowania produkcji – Janusz Pieklik
- DBR – Lead Time
- Manipulacja wielkością partii – Symulacja
- Wąskie gardło, a ograniczenie
- Pływające CCR – wąskie gardło
- Więcej niż jedno ograniczenie – VATI
- MTO – produkcja na zamówienie
- MTO w FA – Produkcja na zamówienie bez montażu końcowego
- CTO – Konfiguracja na zamówienie
- CTO w FA
- ATO – Montaż na zamówienie
- ETO – Konstrukcja na zamówienie
- MTS – Produkcja na magazyn
- MTS w FA – Produkcja na magazyn bez montażu końcowego
- MTO & MTS
- SDBR – Uproszczony Werbel Bufor Lina – Schrageheim
- Load Management – planowanie obciążenia potencjalnego CCR
- Porównanie metod harmonogramowania SDBR & Finite Capacity Scheduling
- Constraint Management – zarządzanie ograniczeniem
- Zarządzanie buforem
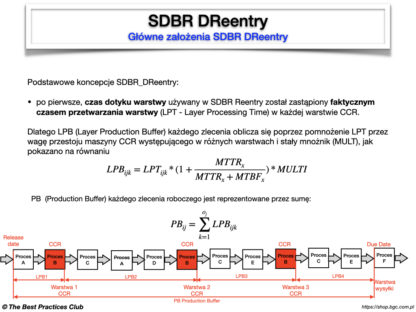
- SDBR – podstawowe założenia
- Symulacja SDBR
- Różnice SDBR & DBR
- SDBR – wsparcie systemu informatycznego
- SDBR w architekturze VATI
- SDBR trudne przypadki – długo przetwarzające centrum obróbcze
- SDBR trudne przypadki – kilka potencjalnych CCR
- DBR – Reentrant Flow Shop Scheduling – zawracające procesy
- SDBR Reentry – Chang & Huang
- SDBR DReentry – zawracające procesy w środowisku losowym
- SDBR REENTRY & DREENTRY w środowisku VATI
- Zarządzanie przezbrojeniami
- Zarządzanie jakością
- Utrzymanie ruchu
- Absencje pracownicze
- DBR – przypadki specjalne – ograniczenie na pierwszym zasobie
- DBR – przypadki specjalne – ograniczenie na ostatnim zasobie
- DBR – przypadki specjalne – ograniczenie na zasobie podwykonawcy
- DBR – przypadki specjalne – ograniczona powierzchnia odkładcza przy zasobie
- DBR – przypadki specjalne – kłopotliwy transport wewnętrzny
- Parametry czasowe procesu technologicznego
- TOC & Lean Manufacturing